
RINGSPINNING GARNDETEKTERINGSSYSTEM



Branchebaggrund
I øjeblikket påvirkes tekstilvirksomheders effektivitet primært af lønomkostninger, udstyrsstatus, forretningsdrift og andre faktorer. Spindeprocessen er den vigtigste proces for kvaliteten af spinderier, den er vanskelig at styre, og den mest direkte reaktion på dens styring er data om garnbrud. Derfor er det højeste prioritet for spindestyring at opdage og reducere brud. Vi ved, at 30% til 35% af brud skyldes 5% bagudrettede spindler. Den traditionelle metode er at finde disse 5% defekte spindler ved at køre rundt, reparere dem af mekanikere og udtage prøver af testere, men der er mange ulemper.
Vi har udviklet et online detektionssystem. Det kan rettidigt og effektivt lokalisere maskinens brudposition og forbedre ringrammernes arbejdseffektivitet betydeligt. Vores virksomhed sigter mod at levere avanceret intelligent modifikationsservice til spindeprocessen i tekstilvirksomheder, fremskynde opgraderingen af spindeudstyret for at forbedre virksomhedernes konkurrenceevne og gøre en indsats for at hjælpe brugerne med at maksimere profitten ved at bruge effektive og intelligente produktionskontrolmidler.
Systemets sammensætning
Systemet består hovedsageligt af overvågningsenheder og aktuatorer.
Overvågningsenheden inkluderer en enkelt spindelovervågningsenhed.
Taktuatorer består hovedsageligt af fire dele: et fotoelektrisk sensorsystem til brud, en rovingstop-fremføringsenhed, et display til tandhjulsendekontrol og en advarselsindikator for brud ved ende. Et skematisk diagram over systemmodulerne er vist som billede 1 nedenfor. (Blandt disse er intelligent spinning cloud-system, rotationsstyringsplatform, overvågning af energiforbrug, miljøovervågning, indikation af brud- og svagt vridningstårnlampe, spandexindstilling, indstilling af sugeventilatorhastighed og siro-indstilling valgfrie moduler. Uden valgfrie moduler vises ikke de tilsvarende data).
Systemfunktioner
Overvågnings- og kontrolsystemet har funktioner som enkeltmaskinindikator og -display, geardisplay, værkstedsdisplay, hovedserverdisplay, roving-endestopfremføring, rettidig opdagelse af brud og præcis positionering, hvilket hjælper med at forstå de vigtigste punkter i spindeprocessens kvalitet, reducerer arbejde og spild og forbedrer kvaliteten.
Det er særligt fremtrædende, at systemet har tilføjet et produktionsstyringssystem til spinding. Det kan indsamle data fra massedata, generere forskellige grafik- og tekstrapporter i henhold til kundernes behov, hjælpe fabrikkens teknologi- og ledelsespersonale med at analysere, styre og træffe beslutninger og give brugerne bekvemmelighed ved administration.
Produktionsstyringssystemet omfatter hovedsageligt følgende funktioner:
A) Kan vise spindler med motorbrud, finde spindelfejl i tide og underrette mekanikeren for at reparere den;
B) Ingen manual nødvendig for at kontrollere pausemængder på 1000 spindler/time, og doffing-pauser kan ses online når som helst;
C) Ingen manuel kopiering af produktionsudbyttet for hvert skift er nødvendig, systemet genereres automatisk;
D) Kan vise spindelhastighed, undgå spindel med lav hastighed og reducere svag vridning;
E) Kan til enhver tid kontrollere sorterne af spinding og maskinforhold for sorterplanlægning;
F) Kan se driften og driftshastigheden for alle maskiner;
G) Kan til enhver tid se forholdet mellem hastighed og andre parametre og kan optimere hastigheden.
Systemfunktioner
Ringrammens overvågnings- og kontrolsystem er et informations- og intelligent middel. Det kan registrere alle data og gøre arbejdet mere åbent og gennemsigtigt, hvilket hjælper ledelsen af værkstedsgruppen og giver virksomheden et videnskabeligt grundlag for at træffe beslutninger og optimere processer. Systemet har følgende åbenlyse funktioner.
A) Der er ingen ledningsforbindelse mellem hver sensor. Direkte indsættelse.
B) Den fotoelektriske (eller elektrisk-magnetiske) sonde har fordelene ved nøjagtighed og følsomhed, sonden er lille, installationsafstanden mellem sonden og ringen er stor, og den har ingen indflydelse på sammensyning af garner og udskiftning af trådbæreren.
C) Rovingstop-fremføringsenheden er egnet til parallelle og V-formede former. Den anvender fleksible modulforbindelser, ingen ekstra kredsløbslinjer er nødvendige, identificerer automatisk spindelpositionen med enkel struktur og nem installation og vedligeholdelse. Rovingstop-enhedens følsomhed inden for 4 sekunder.
D) Hvert sæt med skærm med menneske-maskine-grænseflade giver hurtige betjeningsinstruktioner til arbejderne og mekanikeren.
E) Design med wifi-funktion til fremtidig fjernbetjening, stabil trådløs forbindelse til bærbare computere og håndsæt.
Betydning af pauseovervågningsmodul
Systemets bruddetekteringsmodul afspejles primært på lampen og displayet. Forskellige displaykategorier repræsenterer forskellige betydninger. Detaljer som vist nedenfor i formular 1.
| Position | Kategorier | Implikation |
| Spindelposition | Blåt lys blink | pauser |
| Rødt blink | fejl | |
| Rødt lys tændt | Svagt twist | |
| Lilla lys blink | Sensoren er dækket | |
| lampe | Grønt lys tændt | 1-4 pauser |
| Gult lys tændt | 5-9 pauser | |
| Rødt lys tændt | 10-24 pauser | |
| Rødt blink | Pauser over 25 | |
| 2 farver blinker skiftevis | Advarsel om udkast/fejl i bundkort | |
| Vise | Bogstav b+tal | Pause mængde |
| Bogstav E+tal | Svag vridningsmængde | |
| Bogstav F+tal | Fejlmængde |
Tilpassede maskinens vigtigste tekniske parametre
Overvågningssystem tilpasset til nedenstående formular 2 parametre, andre parametre tilpasses efter behov.
| Ingen. | Punkt | specifikation |
| 1 | Velegnet til garntype | 14-100'ernes bomuld og blanding |
| 2 | Antal spindler | Kort ramme, lang ramme |
| 3 | Type af udarbejdelse | parallel og V-formet tegning |
| 4 | Spindelmåler | 68,75 mm, 70 mm, 75 mm |
| 5 | Diameter af akselholder | 28 mm, 40 mm |
| 6 | Ringtype | Plan, konisk |
| 7 | Spindelnummer | Fra gearenden (V/H) i rækkefølge |
Systemets tekniske specifikation
Systemet kan udføre intelligent online overvågning i realtid. Dets arbejdsprincip og arbejdsdiagram er vist i henholdsvis tabel 2 og tabel 3.
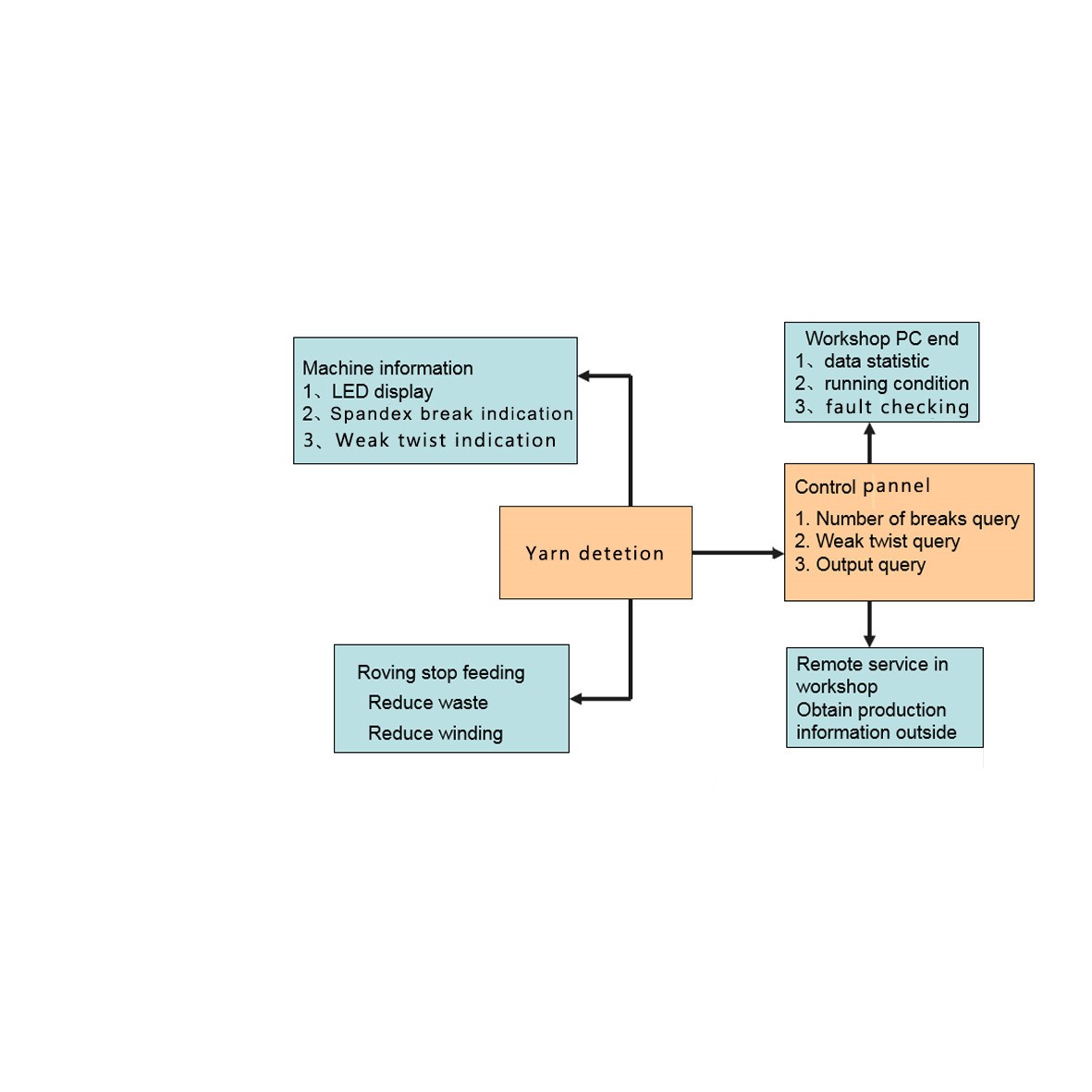
Garndetekteringssystems funktionsprincip
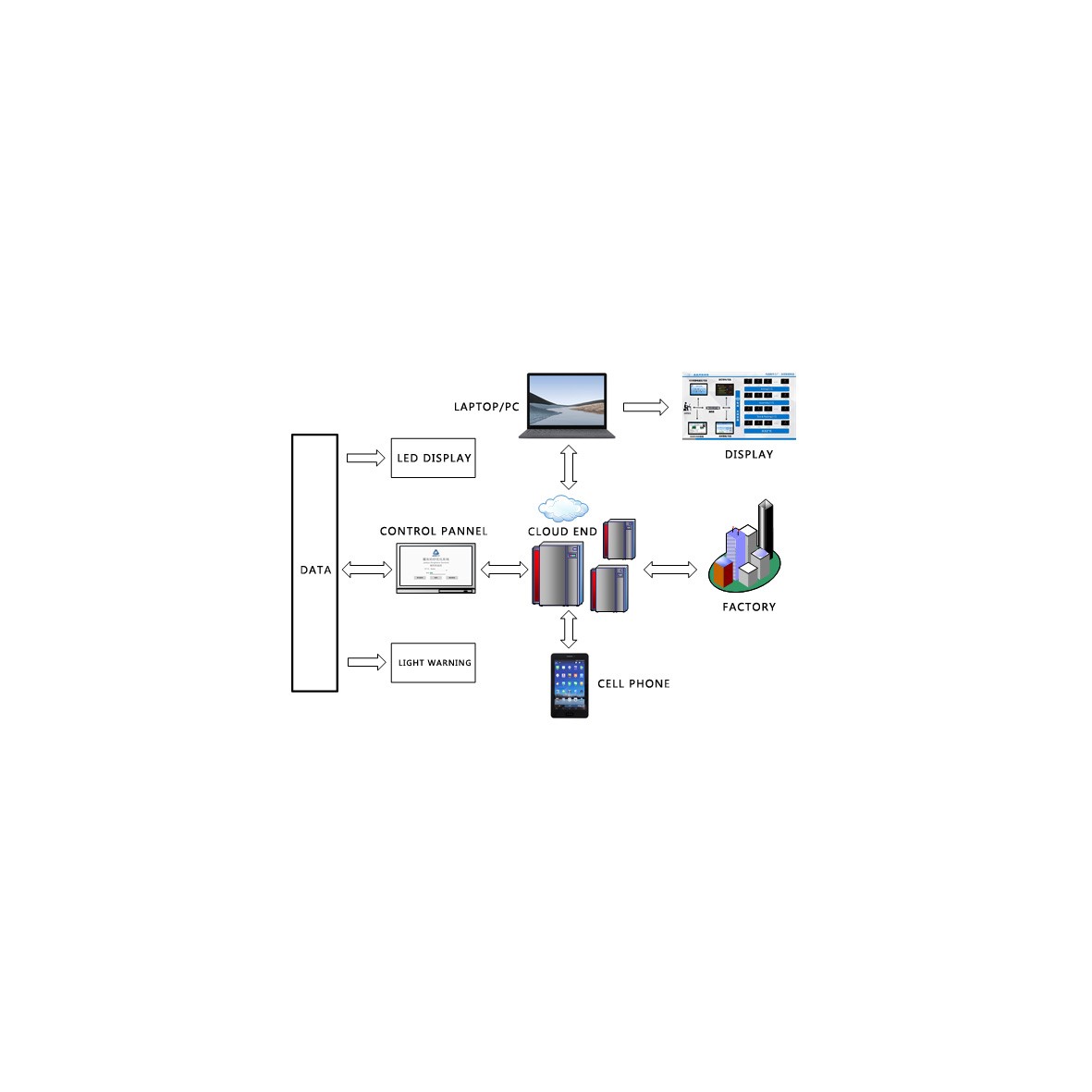
Arbejdsdiagram for garndetekteringssystem
Overvågningssystemet til den roterende ramme er intelligent, informativt og let. Dets vigtigste tekniske specifikationer er vist i tabel 2 nedenfor.
| Punkt | Tilfreds | JADEYO enkeltspindelovervågningssystem 2.0 |
| Hardware | Sensorens ydeevne | Fotoelektrisk, magnetisk |
| Specifikation for sensorkort | 24 spindler 0,7 kg | |
| Brugerens sluttype | Understøtter pc, mobil, bærbar computer, armbånd osv. | |
| Rovingstop | Samtidig med at pausen sker | |
| Kontrol af udarbejdelse | Vis rullediameter, aktuel hastighed | |
| Produktionsovervågning | Vis garntype, produktionshastighed, længde, udbytte, aftagningstider osv. | |
| Der opstod brud/1000 spindler/time | Online kontrol af spindelhastighed og opståede endebrud/1000 spindler/time | |
| Analyse af aftagningspauser | Online kontrol af spindelhastighed og opståede brud/1000/time for hver afslibning | |
| Alarm ved endebrud | Sensorlys blinker, gearendecontroller viser bremseposition, og displayet viser bremsemængde | |
| Lille vridning | Sensorlampe på dåse online tjek spindelhastighed, brudmængde | |
| Overførselsmåde | Det integrerede kredsløbskort er nemt at indsætte | |
| software | Netværk med andre overvågningsenheder | Netværk med flere maskiner kan danne et netværk til overvågning af spinning og endebrud. |
| Brug af parametertabel | Eksisterende rapporter kan justeres efter behov og kan senere tilpasses for at udvikle og opsætte nye rapporter. | |
| Datadeling | Dataene er fuldt åbne, datagrænsefladen understøtter Ethernet, kompatibel med HMES-produktionsudførelsessystem, ERP-ressourceplanlægningssystem, OA-kontorsystem og så videre. | |
| Opgraderinger af softwarefunktioner | Kan udvikles igen og have udvidelsesfunktion | |
| Kvalitetsstandard | Alle spindler online detektering | Præcis uden misinformation |
| Daglig fejlrate for detekteringssonde og andet elektriske komponenter | Inden for 1/10000 er levetiden mere end 10 år |





