
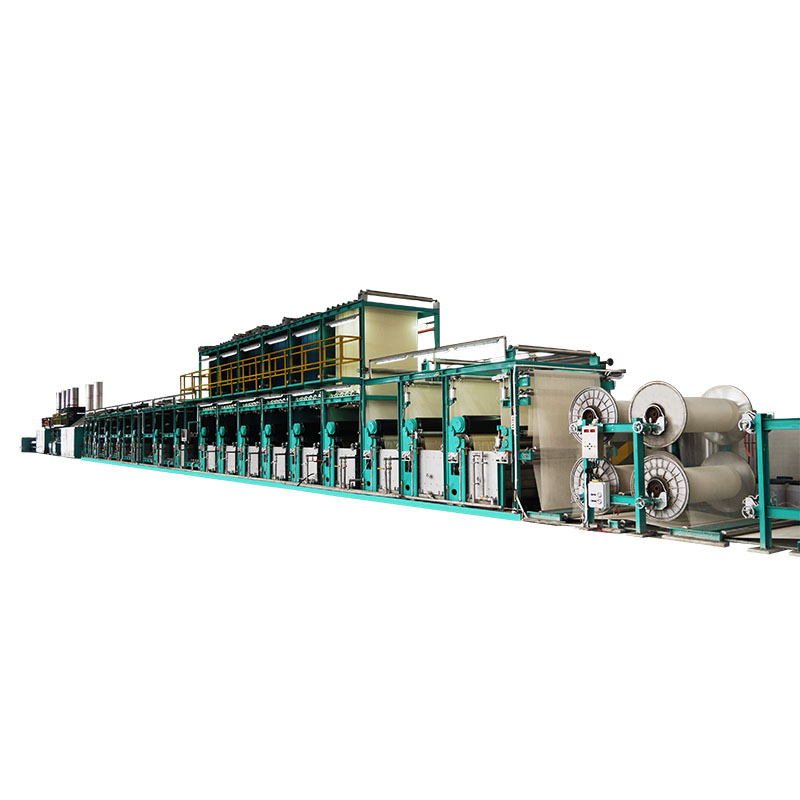
Indigo Slasher Farvningsserie
Specifikationer
| 1 | Maskinhastighed (farvning) | 6 ~ 36 M/min |
| 2 | Maskinhastighed (dimensionering) | 1 ~ 50 M/min |
| 3 | Luftningslængde | 32 M (Typisk) |
| 4 | Akkumulatorkapacitet | 100 ~ 140 millioner |


Bjælkebjælker
Funktioner
| 1 | Farvning + Størrelse |
| 2 | Effektiv produktion |
| 3 | Minimal garnbrud |
| 4 | Flere produktionstilstande |
| 5 | Højt automatiseret produktion |

Bjælkebremse

Delvis visning af elektrisk kabinet
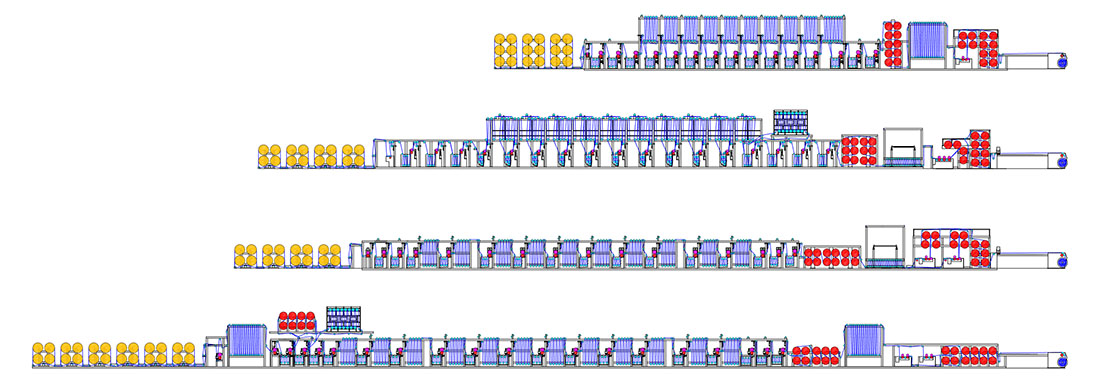
Principper for slasher indigo-farvning
1. Garn forberedes først (med en kuglevarpemaskine til rebfarvning, med en direkte varpemaskine til slasherfarvning) og der startes fra bjælkespiralerne.
2. Forbehandlingskasser forbereder (ved at rense og befugte) garnet til farvning.
3. Farveæsker farver garnet med indigo (eller andre typer farvestof, såsom svovl).
4. Indigo reduceres (i modsætning til oxidation) og opløses i farvebadet i form af leuko-indigo i et alkalisk miljø, hvor hydrosulfit er reduktionsmidlet.
5. Leuco-indigo binder sig til garn i farvebadet, og når det derefter bringes i kontakt med ilt på luftningsrammen, reagerer leuco-indigo med ilt (oxidation) og bliver blå.
6. Gentagne dypnings- og luftningsprocesser gør det muligt for indigo gradvist at udvikle sig til en mørkere nuance.
7. Eftervaskekasser fjerner overskydende kemikalier på garnet. Yderligere kemiske midler kan også anvendes på dette stadie til forskellige formål.
8. Størrelsesprocessen udføres lige efter farvning på den samme maskine, de endelige bjælker er klar til vævning.
9. Produktivitetsmæssigt har et slasher-farveområde normalt omkring HALVT så stor produktionskapacitet som et 24/28-rebsfarveområde.
10. Produktionskapacitet: Omkring 30000 meter garn ved et slasher-farvningsområde.

Hovedstykke

Størrelsesboks

Opdelt zone

Set ovenfra af slasher-farvningsmaskine


Automatisk spændingskontrol

Endress+Hauser flowmåler

Toplag og bundlag





